.png?v=1611050572224)
.png?v=1611050431932)
.png?v=1611050548824)
.png?v=1611050119333)
.png?v=1611050465355)
.png?v=1611050452767)
.png?v=1611050558000)
.png?v=1611738745088)
.png?v=1611050528853)
Cylinder block & Crankshaft
The engine block and the crankshaft are the major components in an engine, and also one of the major reasons why we chose the base engine from BMW. Most of the hard work and stress is exercised through the crankshaft and the cylinder block, so we needed to be sure that these two specific parts were of the best quality that we could get. Obviousley, you can't perform major changes on the block and crankshaft as easily as you can with the connecting rods or pistons. First of all, and as you most likely know, the variety and brands of V12 engines narrow down quite fast. You don't have the same option to choose amogst high quality engineering and craftmanship units, as you have with the high volume production units holding fewer cylinders. When that is said, most of the recent factory built V12 engine projects have extreme focus on quality, performance, and the latest avaliable engine technologies.Very often, the veichle with a V12 engine in it is representing the top level from the brand. One "never" hears about a V12 breaking down, right? That would be considered hush, hush!
German engineering
After studying the avaliable options in the market, I do have to admit that most of the German engineering and craftmanship in the V12 segment holds a high degree of quality. We really like the way BMW engineers think. It is interesting to observe how they solve design and manufacturing challenges to secure superior quality in their powerplant. This significant powerplant has given BMW a flawless reputation and made them a much preferred supplier of representation veichle for heads of state. Today, two decades later, the same powerplant has made it's way into Hot-Rods, highly boosted street cars, and now, maybe into aircraft again! This time in a 60° V configuration, and not as a radial engine! You will learn more about the capabilities of this engines "bottom end" further down on this page.
AluSil compund
As mentioned earlier in the introduction of the power plant, or as the reader might already know, these 60 degree engine blocks are of the AluSil type from the factory. AluSil is a hypereutectic aluminium-silicone alloy which contains approximateley 78% aluminium and 17 % silicone. The AluSil aluminium alloy is commonly used to make linerless aluminium alloy engine blocks. The M73-B54 V12 engine is no exception, AluSil is also used as the base compound in this block, and these engines do not incorporate separate steel cylinder liners either. You can also read about how we have treated our cylinders with a layer of NicaSil under the tab "NicaSil Coating".
Twist and stress relief
There is one specific feature regarding the engine block and crankshaft assembly interaction that I would like to explain. It is not commonly used by other engine manufacturers, and I think this is quite interesting. As you can see from the pictures to the right, the main bearing caps have four attachment bolts each, two 10 mm main bolts which are tightened to the vertial axis of the crankshaft, and two 8 mm bolts further out at an opposed 60 degree angle, to increase the overall strength between the main bearing cap and the block. One can also spot two quite differently threaded "devices" bolted from the underside of the main bearing cap at the same angel as the outer 8 mm hold down bolts. To be honest, I don't know the correct name for this device, but let's call them "Block Stabilizer Bushings" or the BSB device.
When the crankshaft is placed into the engine block during final assembly, and before one starts to torque down the main bearing caps, these "Block Stabilizer Bushings" are screwed into the main bearing cap form the underside, until they bottom against the shank machined into the BSB device. The BSB device has a hexagon keed hole in it, which makes them easy to adjust and torque. After the main bearing caps are installed over the crankshaft, the two main 10 mm bolts are attached and torqued to spesification for each main bearing cap. Now it is time to adjust the Block Stabilizer Bushings down and agaist the angeled block surface, and torque them with 10 Nm, or just short of 7,5 Ft-lb. This makes sure that there is even contact, and the same load under each side of the main bearing cap. When the outer 8 mm bolts are torqued down to spesification, this method will prevent twisting and bending forces throughout the block. I believe that the BMW engineers found this method particulary useful with engines that has the longer blocks and crankshafts. There might be another reason for the factory to use this method. When the blocks come out of the foundry, they most likely would not have had enough time to get "settled" before they are machined, which implies that there can be tiny imperfections with regards to straightness and twist of the block. This system and method will correct this problem, so tolerances can be held during assembly.
.jpg?v=1614594411716)
Main bearing cap nr.7 also holds crankshaft trust bearings. You can spot the lock of one of the trust bearings protruding up between the crankshaft and the main bearing cap. The Block Stabilizer Bushing is adjusted and torqued lightly down against the block surface to stabilize the block structure and secure that the crankshaft spins freely.
BMW's weak spot

Threads out
Not only BMW is known for troublesome cylinder-head bolt threads in the block. The problem is that BMW is notorious about it! Cylinder heads can be torqued down once, and maybe twice, but after that, you really start pushing your luck. If a cylinder head must come off for any reason, one should consider upgrading the threads in the block right away, otherwise, and most likely, one might experience that the head eventually has to come off again. Then, when the damage is done, don't fall for the temptation to repair that particular one broken thread. Treat every head bolt thread in the block as if it were damaged, and change them all out.

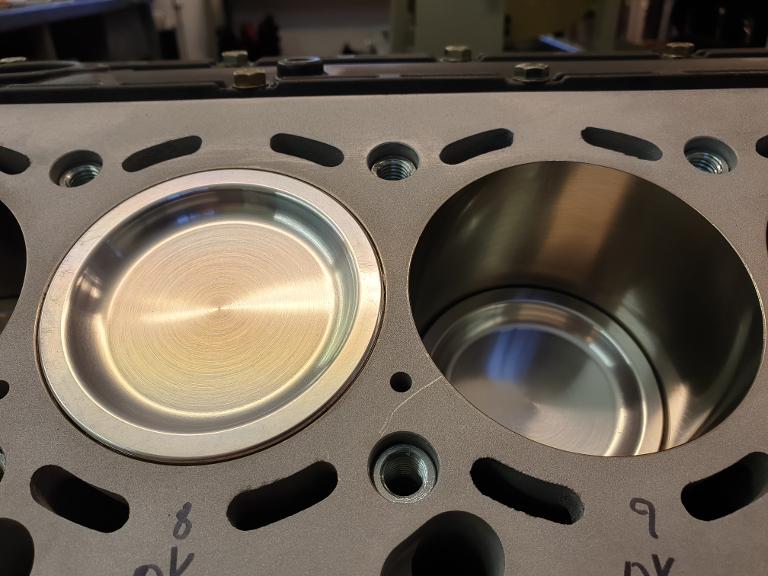
BMW is using an AluSil compound throughout their blocks. However, in addition, we have had the help from Millenium Technonlogies to treat all of the cylinders with a thin layer of NicaSil. Cylinder bore is 85 mm or 3,346 Inch.
.jpg?v=1566465869914)
Bearing halves are installed into the block, and the crankshaft can be mounted. The machined angeled surface on both sides of the block is the attachment points for the outer 8 mm bolts for the main bearing caps, but this is also the area where the Block Stabilizer Bushings are resting.

This picture shows the main bearing cap upside down to reveal the flat underside of the Block Stabilizer Bushing.

Main bearing cap with 8 mm bolt and the Block Stabilizer Bushing protruding slightly. The BSB is adjusted down towards the 30 degree angeled block surface with a hexagon keyed hole.
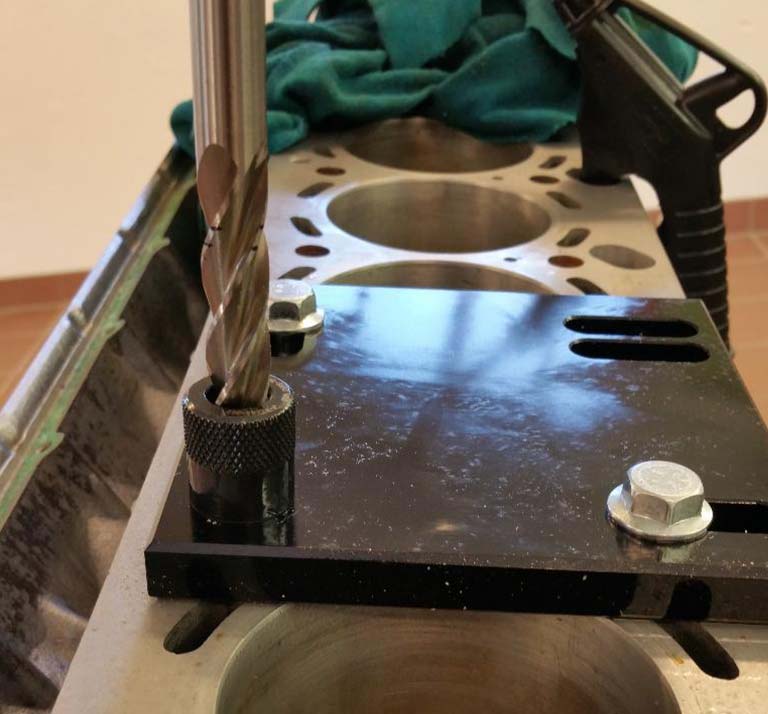
Time-Sert
There is no exception for BMW's V12 blocks, they suffer from the excact same problem, and it must be addressed to avoid problems later on. So far, we have repaired 6 blocks. There are 28 head bolt holes for each engine, which adds up to 168 holes totally. We found out from reparing the first block that the AluSil compund was a real hostile environment for the thread tap. The tap became dull faster than expected, and we needed to change to a new tap three times during the 28 holes that needed to be restored. We found a better way of solving the repair for the 5 other blocks. Our friends at Dynatec SMV AS www.dynatec.no/dynatec-smv made a fixture to support the block in one of their milling machines. All of the OEM threaded holes where bored out, then tapped for the new Time-Sert threads. We also made the threads a litle longer. In stead of 25,0 mm or just short of 1,000 Inch, as the OEM standard thread is, we installed a thread that is 30,0 mm, or 1,181 Inch instead. Another advantage with this system is that the overall outside diameter will increase from 10,0 mm or 0,394 Inch up to 12,0 mm or 0,472 Inch. This obviously gives a substantially larger contact area around the outer circumference of the insert, and therefor more holding power, while one is retaining the same OEM 10,0 mm or 0,394 Inch inner diameter. The advantage of this is that one can use the standard bolts from BMW or upgrade to ARP bolts if needed.
The Crankshaft
.jpg?v=1613071063081)
.jpg?v=1614416292989)
Crankshaft specificatons
This 79,0 mm or 3,11 Inch stroke crankshaft is made of forged steel, and it has six pairs of connecting rod journals centered on planes separated by 120 degres. The crankshaft has seven main bearing journals which measure 75,0 mm or 2,953 Inch in diameter. As indicated, two connecting rods are sharing one crankshaft connecting rod journal which measures 45,0 mm or 1,772 Inch in diameter. Due to the relatively generous main bearing journal, and the short throw, this gives a crankpin overlap of 20,5 mm or 0,807 Inch. Cheek widths are 13,3 mm or 0,524 Inch. The crankshaft is fully counterweighted on both sides of the rod journals, and the weight is 24,6 Kg or 54,23 Lbs. You can spot from the large picture above, that BMW has balanced the crankshaft after the forging and machining.
The flywheel attachment flange includes a 42 mm or 1,654 Inch diameter flywheel centering spigot. The flywheel itself is fixed to the crankshaft with 9 pc. 12 X 1 mm bolts on a 80 mm or 3,150 mm bolt circle. In addition there is one 14,5 mm or 0,570 Inch dowel for flywheel retention and alignment.

Mr. Erik Ringstad, tvelve years young in this picture, is most likely not as passionate as his father regarding V12 engines, gears and propultion. But he is helping out when it is needed.
The unknown limit
.png?v=1614501874351)

Harildstad
Once upon a time there was a man. A quite unusual man, to be true. His name was Per Kristian Harildstad, and he was born high up in the wild and beautiful mountains of Vinstra, Gudbrandsdalen, in the heart of the Norwegian cultural heritage. The farm Harildstad, and the family with the same name, have been there since the twelfth century, and are still the owners! Both poor and rich, even Kings, have fought their way up the rugged path to Harildstad and further up across the mountains.
If you think this introduction sounds like the start of a fairy tail, I can assure you, it is not. Harildstad is as real as the Smart Phone in your palm. Today, more than 800 years after the first ancestors setteled, Per Kristian and his parents still make a living from cultivating the land on the farm. That gives perspective to the meaning of integrity, doesen't it! The Harildstad family is not the only ones in this region that have long traditions, actually, this is quite typical for the Norwegian farmer, all over our country. No wonder I'm proud to be a real Norwegian. Anyhow, being a farmer at Harildstad has had it's challenges. Some of the farm land they have is steep and difficult to cultivate, actually down right dangerous to work with a tractor or combine harvester. Some say; the fields are so steep that you can seed the soil on both sides. Per Kristian doesn't take notice of such nonsense. For hundreds of years Harildstad has made a living from dairy farming and growing barley, wheat and oats. Today Harildstad farm has changed their produce slightly, to suckler cows, which also implies that they need all the cultivated land for grass production. When the spring comes, the cows and heifers are led up to their sommer mountain pasture to spend the whole season in this beautiful landscape. Oh, I forgot to mention that there is just one lucky guy coming along with the girls.
The farmer's killer Bimmer
Maybe it is not so obvious how the connection between Mr. Harildstad and Aerosport Engineering AS is. Actually, Per Kristian was the one that introduced us to the BMW V12 engines. He claimed early on that these type of engines could be considered as bulletproof! My first though was that he was overly enthusiastic about the BMW V12. He continued explaining why, and after a while, he had me convinced, to a certain degree, that the M73-B54 power plant might be the base for an aero engine.
You may wonder how Mr. Harildstad learned about the BMW V12 engines, living even beyond the outskirts, as he does? So did I, and I just had to ask him. He actually bought a BMW 850 Csi in the middle of the 1990's. Per Kristian remembers that he was quite enthusiastic about this beautiful sports car and the powerful V12 engine that it was equipped with. That's when it all started. Don't tell him that I told you, but I think that he grew obsessed with these engines! He got hold of another V12, and shoehorned it into an old E30 BMW. I can assure you, that is a very tight fit. He started to experiment with Nitrous Oxide on a standard untouched V12 engine which had run 250000 km or 156000 miles. This worked out very well, despite that the internals in the engine was stock. He started to experiment with superchargers and turbos, and had to buy another car with more space in the engine bay. Turbos and superchargers take up a lot of space, and this time, a BMW 540 was purchased for further development. Moving fast forward several years, and Per Kristian had done extensive reasearch and development with this engine type. He tested many different combinations without reaching a point where any of these engines were damaged. Here are a couple of examples:
In the first example, the engine comes from a BMW 750 i, where the previous owners had driven the car approximately 250000 km or 156000 Miles. Non of the resiprocating parts had been changed, the OEM crankshaft, connecting rods and pistons. The heads are stock, NOT ported, but equipped with O-rings to keep the cylinder pressure inside the combustion chamber. The compression ratio is 10,2 : 1, one big turbo with intercooler, and with alcohol as fuel, this combination produces 1098 Hp @ 6300 RPM and 1395 Nm / 1029 Ft-Lbs of torque @ 4760 RPM, with 1,73 Bar / 25 Psi of boost pressure. And just so you know, that is at the wheel hubs!
In the second example, Per Kristian used a similar engine, but upgraded the resiprocating parts in the block. He changed the OEM connecting rods to an H-beam type, and installed forged pistons with lower compression ratio. The crankshaft is still the original one. He used the same O-ringed heads, still without any other modification, 8,2 : 1 compression ratio, same turbo charger and intercooler system, and with alcohol as fuel. This time the engine produced 1178 Hp @ 6800 RPM, and 1366 Nm / 1007 Ft-Lbs @ 4780 Rpm, this also at the wheel hubs! Same boost pressure. As a curiosity, Per Kristian is telling me that he never runs his engines to more than 8000 revolutions, and that the maximum boost level he has ever used is 2,3 Bar or just short of 35 Psi.
One can easily justify the above examples as extreme, and that any powerplant similar to this does not have anything to do in an aircraft. Many of us would agree to such a statement. Such an engine in an aircraft would probably not last, and would soon start to throw internal parts out. Durability would most likely be close to zero. The engine installed in the white BMW 850 i in the picture above has not been served for nine / 9 years! The last time Per Kristian assembled this particular engine was in 2012. He explains that he is "fairly gentle and easy on the equipment", and that gear shifts normally will not occur above 7000 RPM. Per Kristian tells me that he raced with the same engine every season since, and never did any major maintenance on it during those years. That is pretty impressive, if you ask me.
If you are interested in looking into one of his creations, please click on the You-Tube link below. In this video he is preparing and driving his BMW 850 race car which he is using at typical road racing tracks. This is the same type of engine that I have described above. Enjoy! https://youtu.be/J_Q3f7wro8w

This picture is from the summer mountain pasture, with the Vinstervatna, the name of the lake, in the foreground and Skåbufjella, Skaabu mountains, in the background.

From left to right: Bill Hudgens, Beth Mc. Kinney, Vigdis Harildstad, Per Kristian Harildstad, Cecilie Benedicte Bjørnebye, and Erik Ringstad. This picture is from the 12 th of June, 2016. The two lovley Americans to the left, my wife to the right standing next to my youngest son on the far right, and I, are on a round trip in Norway. We had the great pleasure of stopping at Harildstad for lunch.